
Les systèmes automatisés jouent un rôle essentiel dans l’industrie moderne, et leur contrôle repose souvent sur des automates programmables industriels (PLC). Parmi les langages de programmation PLC, le Diagramme de Blocs de Fonction (FBD) se distingue par sa simplicité, sa représentation graphique, et sa capacité à offrir un large éventail de possibilités aux ingénieurs.
Dans cet article, nous explorerons les principes de base de la programmation en utilisant le Diagramme de Blocs de Fonction (FBD), son attrait pour les ingénieurs, ainsi que ses applications, en mettant l’accent sur son utilisation dans le cadre des concepts de contrôle par lots de l’ISA-88.
Contenu de l'Article
Les Principes Fondamentaux du Diagramme de Blocs de Fonction (FBD)
Représentation et l’aspect graphique intuitive du FBD
Le Diagramme de Blocs de Fonction (FBD) utilise une approche graphique, présentant les différentes fonctions du système sous forme de blocs interconnectés. Cette représentation visuelle facilite la compréhension et la conception des systèmes automatisés. Les ingénieurs apprécient cette approche, car elle permet de « mettre les choses dans des boîtes », rendant la logique du programme PLC plus accessible.
La capacité à représenter visuellement la logique du système simplifie la détection des erreurs, la maintenance et le débogage. Les blocs de fonction sont souvent associés à des opérations spécifiques, facilitant ainsi l’identification rapide des composants du programme.
Possibilités étendues et organisation structurée
Bien que le Diagramme de Blocs de Fonction (FBD) soit simple à apprendre, il offre des possibilités étendues en termes de fonctionnalités. Les blocs de fonction peuvent être utilisés pour représenter une variété de tâches, allant des opérations de base aux fonctions plus complexes. Cette polyvalence en fait un outil puissant pour la mise en œuvre de logiques de contrôle sophistiquées.
Les systèmes bien conçus sont basés sur une compréhension claire de la fonctionnalité, et le FBD fournit cet éclaircissement.
Dave Waters
La nature modulaire du Diagramme de Blocs de Fonction (FBD) permet une organisation structurée du code. Les ingénieurs peuvent diviser le programme en blocs de fonction distincts, ce qui simplifie la gestion du code source. Cette organisation facilite également la collaboration entre les membres de l’équipe, chaque bloc pouvant être conçu et testé indépendamment.
Qu’est-ce qu’un système SCADA?
Explorez en détail ce qu’est un système SCADA, ses fonctions principales, son architecture et son processus de fonctionnement.
Les Blocs de Fonction Standard du FBD
Les blocs de fonction standard, sont des éléments pré-définis et prêts à l’emploi dans un langage de programmation PLC, notamment dans le cadre du Diagramme de Blocs de Fonction (FBD).
Ces blocs standard simplifient la programmation en offrant des fonctionnalités couramment utilisées. Les fonctions de bloc standard peuvent varier en fonction du fabricant du PLC, mais voici quelques exemples de fonctions de bloc standard couramment rencontrées :
Bloc de Fonction d’Entrée/Sortie (E/S)
- Entrée Numérique
Une « Entrée Numérique » dans le contexte des automates programmables industriels (PLC) se réfère à une interface permettant au PLC de recevoir des signaux binaires ou numériques provenant de capteurs ou d’autres dispositifs d’entrée. Ces entrées numériques sont utilisées pour détecter des états discrets tels que « activé » ou « désactivé », « ouvert » ou « fermé », « haut » ou « bas », etc.
Voici quelques exemples courants d’entrées numériques dans un contexte industriel :
- Interrupteurs de fin de course : Des dispositifs de détection qui signalent la position d’une pièce mécanique, par exemple, si une porte est ouverte ou fermée.
- Capteurs de proximité : Capteurs qui détectent la présence ou l’absence d’objets à proximité.
- Boutons poussoirs : Utilisés pour déclencher des actions spécifiques lorsque le bouton est enfoncé.
- Détecteurs de niveau : Utilisés pour surveiller le niveau d’un liquide dans un réservoir.
Les entrées numériques sur un PLC sont généralement représentées par des bits dans le Diagramme de Blocs de Fonction (FBD) du PLC. Chaque bit peut représenter l’état binaire d’une entrée spécifique. Par exemple, un bit peut être utilisé pour représenter l’état d’un interrupteur de fin de course (1 pour activé, 0 pour désactivé).
L’utilisation d’entrées numériques permet au PLC de surveiller et de réagir à des événements discrets dans un processus automatisé. Cela fait partie intégrante du contrôle logique des machines et des systèmes industriels.
- Sortie Numérique
Une « Sortie Numérique » dans le contexte des automates programmables industriels (PLC) se réfère à une interface qui permet au PLC de générer des signaux binaires ou numériques pour contrôler des actionneurs ou des dispositifs de sortie. Ces sorties numériques sont utilisées pour commander des états discrets tels que « activé » ou « désactivé », « ouvert » ou « fermé », « haut » ou « bas », etc.
Voici quelques exemples courants de sorties numériques dans un contexte industriel :
- Relais de commande : Les sorties numériques peuvent être connectées à des relais pour activer ou désactiver des charges électriques plus importantes.
- Actionneurs électromagnétiques : Ils peuvent être utilisés pour déplacer des composants mécaniques en réponse à des signaux numériques.
- Électrovannes : Pour contrôler l’écoulement de liquides ou de gaz dans un système.
- Lampes ou diodes électroluminescentes (LED) : Pour indiquer l’état d’une machine ou d’un processus.
- Moteurs électriques : Les sorties numériques peuvent être utilisées pour contrôler la rotation ou l’arrêt des moteurs.
Les sorties numériques sur un PLC sont généralement représentées par des bits dans le Diagramme de Blocs de Fonction (FBD) du PLC. Chaque bit peut être utilisé pour contrôler l’état binaire d’une sortie spécifique. Par exemple, un bit peut être activé (1) pour activer une électrovanne et désactivé (0) pour la désactiver.
L’utilisation de sorties numériques permet au PLC de commander et de réguler divers dispositifs dans un processus automatisé. Cela fait partie intégrante du contrôle logique des machines et des systèmes industriels.
- Entrée Analogique
Une entrée analogique permet au PLC de mesurer des signaux analogiques provenant de capteurs ou d’autres dispositifs. Contrairement aux entrées numériques qui traitent des signaux binaires (0 ou 1), les entrées analogiques peuvent prendre une gamme continue de valeurs.
Par exemple, un capteur de température analogique pourrait fournir une tension proportionnelle à la température mesurée. Cette tension analogique est alors convertie en une valeur numérique par l’entrée analogique du PLC, permettant au PLC de traiter et de réagir en conséquence en fonction de cette mesure.
En résumé, une entrée analogique dans un PLC permet au système de prendre en compte des informations continues et variées, ce qui est utile dans de nombreuses applications industrielles où la précision des mesures est cruciale
- Sortie Analogique
Une sortie analogique permet au PLC de générer des signaux analogiques en vue de commander des actionneurs ou d’autres dispositifs nécessitant une commande analogique plutôt que simplement binaire (0 ou 1).
Par exemple, une sortie analogique pourrait être utilisée pour contrôler la vitesse d’un moteur, la position d’un actionneur ou l’intensité d’un signal. Plutôt que de fournir simplement une sortie marche/arrêt comme le ferait une sortie numérique, une sortie analogique peut produire une gamme continue de valeurs.
Les sorties analogiques sont souvent utilisées dans des applications où la précision du contrôle est essentielle, comme dans des systèmes de régulation de température, de pression, de vitesse ou d’autres paramètres analogiques.
En résumé, une sortie analogique dans un PLC permet de générer des signaux analogiques pour contrôler avec précision des dispositifs nécessitant des commandes continues.
Bloc de Fonction de Comparaison
- Égal à
En programmation de contrôleurs logiques programmables (PLC), le bloc de fonction « Égal à » est un élément logiciel utilisé pour effectuer une comparaison d’égalité entre deux valeurs. Il est souvent utilisé dans des programmes PLC pour prendre des décisions basées sur la comparaison de deux entrées.
Le bloc de fonction « Égal à » compare deux valeurs, généralement deux variables ou constantes, et produit une sortie logique (généralement une valeur binaire ou booléenne) qui indique si les deux valeurs sont égales ou non. Si les valeurs sont égales, la sortie sera vraie (1), sinon, elle sera fausse (0).
Voici un exemple simple d’utilisation du bloc de fonction « Égal à » dans un programme PLC :
SI (Entrée1 Égal à Entrée2) ALORS
// Code à exécuter si les valeurs sont égales
Sortie := 1; // Activer une sortie ou effectuer une action
FIN SIDans cet exemple, le programme compare les valeurs des entrées 1 et 2. Si ces valeurs sont égales, la sortie du bloc « Égal à » sera vraie, et le code à l’intérieur de la structure SI ALORS sera exécuté. Vous pouvez personnaliser le code à l’intérieur de la structure pour accomplir différentes tâches en fonction de la comparaison.
- Différent de
Dans le contexte des contrôleurs logiques programmables (PLC), le bloc de fonction « Différent de » (ou « Pas égal à ») est une fonction qui permet de comparer deux valeurs et de déterminer si elles ne sont pas égales. Il est utilisé pour effectuer une condition logique qui se déclenche si deux valeurs ne sont pas identiques.
Dans la programmation d’un PLC, cela pourrait ressembler à quelque chose comme ceci (utilisant une sorte de pseudo-code PLC) :
SI (Entrée1 Différent de Entrée2) ALORS
// Code à exécuter si les valeurs ne sont pas égales
Sortie := 1; // Activer une sortie ou effectuer une action
FIN SIDans cet exemple, le bloc de fonction « Différent de » compare les valeurs des entrées 1 et 2. Si ces valeurs ne sont pas égales, la condition est vraie, et le code à l’intérieur de la structure SI ALORS est exécuté.
Le bloc « Différent de » est utile pour prendre des décisions basées sur la non-égalité de deux valeurs dans un programme PLC. Cela peut être utilisé dans diverses applications industrielles pour déclencher des actions en fonction des variations de données ou de conditions spécifiques
- Supérieur à (ou égal à) et Inférieur à (ou égal à)
Dans la programmation de contrôleurs logiques programmables (PLC), les fonctions logiques « Supérieur à » (ou égal à) et « Inférieur à » (ou égal à) sont utilisées pour comparer deux valeurs numériques. Ces fonctions permettent de créer des conditions qui se déclenchent en fonction de la relation de supériorité ou d’infériorité entre les valeurs.
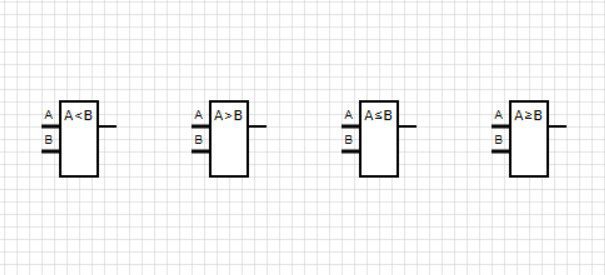
Voici des exemples en pseudo-code pour illustrer ces conditions dans un contexte PLC :
Supérieur à (>)
SI (Entrée1 > Entrée2) ALORS
// Code à exécuter si Entrée1 est supérieur à Entrée2
Sortie := 1; // Activer une sortie ou effectuer une action
FIN SISupérieur ou égal à (>=)
SI (Entrée1 >= Entrée2) ALORS
// Code à exécuter si Entrée1 est supérieur ou égal à Entrée2
Sortie := 1; // Activer une sortie ou effectuer une action
FIN SIInférieur à (<)
SI (Entrée1 < Entrée2) ALORS
// Code à exécuter si Entrée1 est inférieur à Entrée2
Sortie := 1; // Activer une sortie ou effectuer une action
FIN SIInférieur ou égal à (<=)
SI (Entrée1 <= Entrée2) ALORS
// Code à exécuter si Entrée1 est inférieur ou égal à Entrée2
Sortie := 1; // Activer une sortie ou effectuer une action
FIN SIDans ces exemples, les expressions entre parenthèses représentent des conditions logiques que le PLC évalue. Si la condition est vraie, le code à l’intérieur du bloc SI ALORS sera exécuté. Les symboles >, >=, <, et <= sont utilisés pour représenter les opérations de comparaison de supériorité ou d’infériorité. La syntaxe exacte peut varier en fonction du langage de programmation spécifique au PLC que vous utilisez.
Bloc de Fonction Logique
- La fonction logique ET (AND)
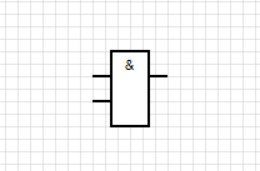
La fonction AND (ET) est une opération logique de base qui renvoie vrai (1) uniquement si les deux opérandes sont vraies. En d’autres termes, l’opération AND est vraie seulement lorsque toutes les conditions associées sont vraies. Voici la table de vérité de l’opération AND :
Table de Vérité de l’Opération ET
| Entrée A | Entrée B | Sortie (A AND B) |
|---|---|---|
| false | false | false |
| false | true | false |
| true | false | false |
| true | true | true |
En programmation PLC (Automate Programmable Industriel), cette opération est souvent utilisée dans des contextes où toutes les conditions associées doivent être vraies pour qu’une action spécifique se produise. Le bloc de fonction AND dans le cadre du Diagramme de Blocs de Fonction (FBD) représente graphiquement cette opération logique. Il prend généralement deux entrées et produit une sortie, avec la logique de fonctionnement décrite ci-dessus.
- La fonction logique OU (OR)
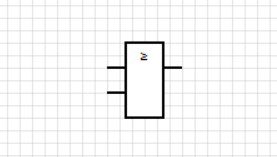
La fonction OR (OU) est une opération logique de base qui renvoie vrai (1) si au moins l’un de ses opérandes est vrai. En d’autres termes, l’opération OU est vraie si l’une ou l’autre ou les deux conditions sont remplies. Voici la table de vérité de l’opération OU (OR) :
Table de Vérité de l’Opération OU (OR)
| Entrée A | Entrée B | Sortie (A OU B) |
|---|---|---|
| false | false | false |
| false | true | true |
| true | false | true |
| true | true | true |
En programmation PLC (Automate Programmable Industriel), cette opération est souvent utilisée dans des contextes où une condition doit être vraie si au moins l’une des conditions associées est vraie. Le bloc de fonction OR dans le cadre du Diagramme de Blocs de Fonction (FBD) représente graphiquement cette opération logique. Il prend généralement deux entrées et produit une sortie, avec la logique de fonctionnement décrite ci-dessus.
- La fonction logique INVERSE (NOT)
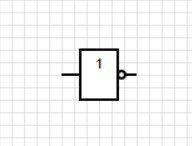
La fonction INVERSE est une opération logique de base qui effectue l’inversion d’une valeur booléenne. Elle renvoie vrai (1) si l’opérande est faux (0), et vice versa. En d’autres termes, la fonction NOT change l’état logique d’une condition. Voici la table de vérité de l’opération NOT :
Table de Vérité de la Fonction NOT
| Entrée | Sortie (NOT Entrée) |
|---|---|
| False | True |
| True | False |
Le principe de la protection directionnelle
Explorez en détail cette fonction de protection utilisée dans les réseaux électriques pour détecter et isoler les défauts de la ligne électrique en fonction de leurs emplacements.
Bloc de Fonction de Temporisation
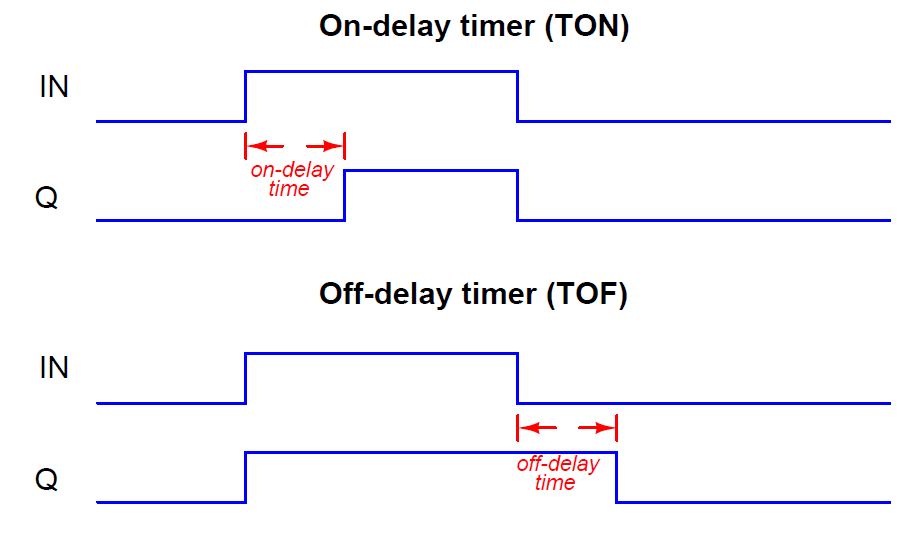
- Temporisateur à retard TON
Dans la programmation des contrôleurs logiques programmables (PLC), le temporisateur à retard (TON) est une fonction logique utilisée pour introduire un délai avant qu’une sortie ou une action ne soit activée. Le temporisateur TON s’active lorsque l’entrée est activée et déclenche une temporisation avant d’activer la sortie.
Voici comment cela pourrait être représenté en pseudo-code dans un langage de programmation de type PLC :
TON (Temporisateur, Condition) // TON est activé lorsque la Condition est vraie
// Code à exécuter lorsque le temporisateur atteint son délai
Sortie := 1; // Activer une sortie ou effectuer une action
END TONDans cet exemple :
Temporisateurreprésente la variable associée au temporisateur.Conditionest la condition qui, lorsqu’elle est vraie, active le temporisateur.
Lorsque la condition devient vraie, le temporisateur commence à compter. Une fois que le temps prédéfini est écoulé, le code à l’intérieur de la structure TON est exécuté, ce qui peut inclure l’activation d’une sortie ou l’exécution d’une autre action.
La configuration exacte du temporisateur TON peut varier selon le Diagramme de Blocs de Fonction (FBD) spécifique au PLC que vous utilisez. Il est important de se référer à la documentation du fabricant ou au manuel du PLC pour obtenir des détails spécifiques sur la mise en œuvre du temporisateur TON dans votre système PLC.
- Temporisateur à retard TOF
Le temporisateur à retard TOF (Off-delay Timer) dans la programmation des contrôleurs logiques programmables (PLC) est une fonction logique qui introduit un délai après qu’une condition a cessé d’être vraie. Contrairement au temporisateur TON (On-delay Timer), le TOF commence à temporiser lorsque la condition est désactivée.
Voici comment cela pourrait être représenté en pseudo-code dans un langage de programmation de type PLC :
TOF (Temporisateur, Condition) // TOF est activé lorsque la Condition est vraie
// Code à exécuter lorsque le temporisateur atteint son délai après la désactivation de la condition
Sortie := 0; // Désactiver une sortie ou effectuer une action
END TOFDans cet exemple :
Temporisateurreprésente la variable associée au temporisateur.Conditionest la condition qui, lorsqu’elle est vraie, active le temporisateur TOF.
Lorsque la condition devient vraie, le temporisateur TOF commence à compter. Une fois que la condition devient fausse, le temporisateur continue de compter pendant un certain temps. Une fois que le temps prédéfini est écoulé, le code à l’intérieur de la structure TOF est exécuté, ce qui peut inclure la désactivation d’une sortie ou l’exécution d’une autre action.
La configuration exacte du temporisateur TOF peut varier selon le Diagramme de Blocs de Fonction (FBD) spécifique au PLC que vous utilisez. Il est important de se référer à la documentation du fabricant ou au manuel du PLC pour obtenir des détails spécifiques sur la mise en œuvre du temporisateur TOF dans votre système PLC.
Bloc de Fonction de Comptage
- Compteur ascendant
Dans la programmation des contrôleurs logiques programmables (PLC), un compteur ascendant est un dispositif logique qui compte le nombre d’impulsions d’entrée reçues et incrémente la valeur du compteur à chaque impulsion. Cela peut être utilisé pour compter des événements tels que le passage d’un produit sur une ligne de production ou d’autres processus dans un système automatisé.
Voici un exemple en pseudo-code PLC illustrant la mise en œuvre d’un compteur ascendant :
SI (ImpulsionEntrée = 1) ALORS
Compteur := Compteur + 1; // Incrémente le compteur à chaque impulsion
FIN SIDans cet exemple :
ImpulsionEntréeest une entrée représentant l’impulsion que le compteur compte.- À chaque impulsion (lorsque
ImpulsionEntréeest égal à 1), la valeur du compteur est incrémentée de 1.
Cela peut être utilisé, par exemple, pour compter le nombre de produits passant sur une ligne de production chaque fois qu’un capteur détecte un produit. Une fois que le compteur atteint une certaine valeur préconfigurée, des actions spécifiques peuvent être déclenchées.
La programmation exacte dépend du Diagramme de Blocs de Fonction (FBD) spécifique au PLC que vous utilisez. Chaque fabricant de PLC peut avoir sa propre syntaxe et ses propres instructions pour la mise en œuvre d’un compteur ascendant. Consultez la documentation du fabricant du PLC que vous utilisez pour des détails spécifiques.
- Compteur descendant
Un compteur descendant dans la programmation des contrôleurs logiques programmables (PLC) est un dispositif logique qui compte le nombre d’impulsions d’entrée reçues et décrémente la valeur du compteur à chaque impulsion. Contrairement au compteur ascendant qui compte vers le haut, le compteur descendant décrémente la valeur du compteur à chaque impulsion.
Voici un exemple en pseudo-code PLC illustrant la mise en œuvre d’un compteur descendant :
SI (ImpulsionEntrée = 1 ET Compteur > 0) ALORS
Compteur := Compteur - 1; // Décrémente le compteur à chaque impulsion, en s'assurant que le compteur ne devient pas négatif
FIN SIDans cet exemple :
ImpulsionEntréeest une entrée représentant l’impulsion que le compteur compte.- La condition
SI (ImpulsionEntrée = 1 ET Compteur > 0)vérifie si une impulsion est détectée et si le compteur n’est pas déjà à zéro. Si cette condition est vraie, le compteur est décrémenté de 1.
Cela peut être utilisé, par exemple, pour compter le nombre d’impulsions de sortie d’un capteur jusqu’à ce qu’une valeur spécifiée soit atteinte. Une fois que le compteur atteint zéro, des actions spécifiques peuvent être déclenchées.
Comme toujours, la syntaxe exacte dépend du Diagramme de Blocs de Fonction (FBD) spécifique au PLC que vous utilisez. Consultez la documentation du fabricant de votre PLC pour obtenir des détails spécifiques sur la mise en œuvre d’un compteur descendant dans votre système.
- Compteur avec valeur de seuil
Un compteur avec une valeur de seuil dans la programmation des contrôleurs logiques programmables (PLC) est un dispositif qui compte les impulsions d’entrée et déclenche une action spécifique lorsque la valeur du compteur atteint ou dépasse un seuil prédéterminé. Cela peut être utile, par exemple, pour déclencher des actions ou des alarmes lorsque le nombre d’événements atteint un niveau critique.
Voici un exemple en pseudo-code PLC illustrant la mise en œuvre d’un compteur avec une valeur de seuil :
SI (ImpulsionEntrée = 1) ALORS
Compteur := Compteur + 1; // Incrémente le compteur à chaque impulsion
SI (Compteur >= Seuil) ALORS
// Code à exécuter lorsque le compteur atteint ou dépasse le seuil
Sortie := 1; // Activer une sortie ou déclencher une action
FIN SI
FIN SIDans cet exemple :
ImpulsionEntréeest une entrée représentant l’impulsion que le compteur compte.- À chaque impulsion (lorsque
ImpulsionEntréeest égal à 1), la valeur du compteur est incrémentée de 1. - La condition
SI (Compteur >= Seuil)vérifie si la valeur du compteur atteint ou dépasse le seuil spécifié. Si cette condition est vraie, des actions spécifiques, telles que l’activation d’une sortie, peuvent être déclenchées.
Cela permet de mettre en œuvre une logique où des actions spécifiques sont déclenchées lorsque le compteur atteint ou dépasse une valeur de seuil prédéterminée.
Comme toujours, la syntaxe exacte dépend du Diagramme de Blocs de Fonction (FBD) spécifique au PLC que vous utilisez. Consultez la documentation du fabricant de votre PLC pour obtenir des détails spécifiques sur la mise en œuvre d’un compteur avec une valeur de seuil dans votre système.
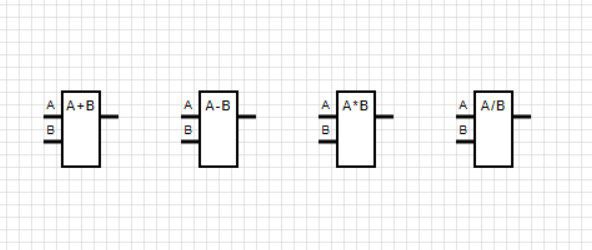
Bloc de Fonction de Mathématiques
Les contrôleurs logiques programmables (PLC) utilisent souvent des blocs de fonction pour effectuer des opérations mathématiques. Ces blocs sont des instructions spécifiques qui permettent de réaliser des calculs numériques.
Voici quelques exemples de blocs de fonction de mathématiques que vous pourriez trouver dans un langage PLC :
- Addition
- Soustraction
- Multiplication
- Division
- Fonctions trigonométriques (sinus, cosinus, tangente)
Bloc de Fonction de Mémorisation
- Bascule RS
La bascule RS (Set-Reset) est un élément de base en électronique numérique utilisé pour la mémorisation d’informations. Voici comment elle fonctionne généralement :
- Set (S – Mise à 1) : Lorsque le signal d’entrée « Set » est activé (généralement à un niveau logique 1), la sortie de la bascule RS passe à l’état logique 1, quel que soit l’état précédent.
- Reset (R – Mise à 0) : Lorsque le signal d’entrée « Reset » est activé (généralement à un niveau logique 1), la sortie de la bascule RS passe à l’état logique 0, quel que soit l’état précédent.
- État de maintien (Hold) : Si les signaux Set et Reset sont tous deux inactifs (à un niveau logique 0), la bascule RS maintient son état actuel.
La bascule RS est souvent utilisée comme élément de base pour construire des mémoires plus complexes, des registres, et d’autres circuits logiques séquentiels. Elle est largement utilisée dans la conception de circuits numériques et dans les systèmes numériques intégrés. Il est important de noter que la bascule RS peut être sensible à des conditions de front montant ou descendant selon sa conception spécifique.
Bloc de Fonction de Déclenchement d’Événement
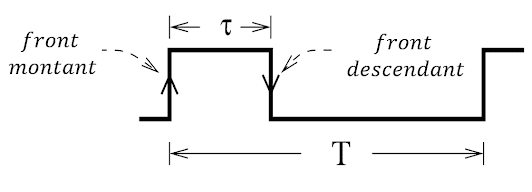
- Sur front montant
Dans le contexte des contrôleurs logiques programmables (PLC), cela fait probablement référence à une condition ou une logique qui est activée lorsqu’une transition se produit d’un signal bas (0) à un signal haut (1). Ce type de transition est souvent appelé « front montant » ou « front montant positif ».
Voici un exemple en pseudo-code PLC illustrant comment utiliser une condition sur front montant :
SI (Entrée = 1 ET AncienneValeurEntrée = 0) ALORS
// Code à exécuter sur front montant (transition de 0 à 1)
Sortie := 1; // Activer une sortie ou déclencher une action
FIN SI
// Mettre à jour la valeur précédente de l'entrée
AncienneValeurEntrée := Entrée;Dans cet exemple :
Entréeest l’entrée sur laquelle vous surveillez le front montant.AncienneValeurEntréeest une variable qui conserve la valeur précédente de l’entrée.- La condition
SI (Entrée = 1 ET AncienneValeurEntrée = 0)vérifie si l’entrée est actuellement à 1 et si sa valeur précédente était à 0, ce qui indique un front montant. - Si cette condition est vraie, le code à l’intérieur du bloc SI ALORS est exécuté.
Cela peut être utilisé, par exemple, pour détecter quand un bouton est pressé, un capteur est activé, ou toute autre condition où une transition de 0 à 1 est significative.
La syntaxe exacte et les méthodes de mise en œuvre peuvent varier en fonction du Diagramme de Blocs de Fonction (FBD) spécifique au PLC que vous utilisez. Consultez la documentation de votre PLC ou le manuel du logiciel de programmation pour obtenir des détails précis.
- Sur front descendant
Dans le contexte des contrôleurs logiques programmables (PLC), cela fait probablement référence à une condition ou une logique qui est activée lorsqu’une transition se produit d’un signal haut (1) à un signal bas (0). Ce type de transition est souvent appelé « front descendant » ou « front descendant négatif ».
Voici un exemple en pseudo-code PLC illustrant comment utiliser une condition sur front descendant :
SI (Entrée = 0 ET AncienneValeurEntrée = 1) ALORS
// Code à exécuter sur front descendant (transition de 1 à 0)
Sortie := 1; // Activer une sortie ou déclencher une action
FIN SI
// Mettre à jour la valeur précédente de l'entrée
AncienneValeurEntrée := Entrée;Dans cet exemple :
Entréeest l’entrée sur laquelle vous surveillez le front descendant.AncienneValeurEntréeest une variable qui conserve la valeur précédente de l’entrée.- La condition
SI (Entrée = 0 ET AncienneValeurEntrée = 1)vérifie si l’entrée est actuellement à 0 et si sa valeur précédente était à 1, ce qui indique un front descendant. - Si cette condition est vraie, le code à l’intérieur du bloc SI ALORS est exécuté.
Cela peut être utilisé, par exemple, pour détecter quand un bouton est relâché, un capteur n’est plus actif, ou toute autre condition où une transition de 1 à 0 est significative.
La syntaxe exacte et les méthodes de mise en œuvre peuvent varier en fonction du langage de programmation spécifique au PLC que vous utilisez. Consultez la documentation de votre PLC ou le manuel du logiciel de programmation pour obtenir des détails précis.
- Sur changement d’état
Lorsque vous mentionnez « sur changement d’état » dans le contexte des contrôleurs logiques programmables (PLC), cela fait référence à une condition ou une logique qui est activée lorsqu’il y a un changement dans l’état d’une entrée, indépendamment de la transition spécifique (front montant ou front descendant).
Voici un exemple en pseudo-code PLC illustrant comment utiliser une condition sur changement d’état :
SI (Entrée ≠ AncienneValeurEntrée) ALORS
// Code à exécuter sur changement d'état
Sortie := 1; // Activer une sortie ou déclencher une action
FIN SI
// Mettre à jour la valeur précédente de l'entrée
AncienneValeurEntrée := Entrée;Dans cet exemple :
Entréeest l’entrée sur laquelle vous surveillez le changement d’état.AncienneValeurEntréeest une variable qui conserve la valeur précédente de l’entrée.- Les conditions
SI (Entrée = 1 ET AncienneValeurEntrée = 0)etSI (Entrée = 0 ET AncienneValeurEntrée = 1)vérifient si l’entrée est actuellement à 1 et sa valeur précédente était à 0, ou si l’entrée est actuellement à 0 et sa valeur précédente était à 1. Ces conditions détectent les changements d’état.
Vous pouvez adapter ce modèle en fonction du Diagramme de Blocs de Fonction (FBD) spécifique au PLC que vous utilisez. La syntaxe exacte et les instructions peuvent varier selon le fabricant et le modèle du PLC. Consultez la documentation du fabricant pour des informations spécifiques à votre PLC.
Ces blocs standard fournissent une base solide pour la programmation FBD et permettent aux programmeurs PLC de construire des applications plus complexes en combinant ces éléments de manière logique. Il est important de noter que la disponibilité de ces fonctions peut varier selon le matériel et le logiciel du PLC utilisé.
En conclusion, le Diagramme de Blocs de Fonction (FBD) émerge comme un langage de programmation PLC puissant et accessible. Sa représentation graphique, sa facilité d’apprentissage et sa flexibilité en font un choix privilégié des ingénieurs, en particulier lors de l’application des concepts de contrôle par lots de l’ISA-88. En tant qu’outil central dans le domaine de l’automatisation, le Diagramme de Blocs de Fonction (FBD) continue de jouer un rôle essentiel dans la conception et la mise en œuvre de systèmes automatisés modernes.